



PROPWASH
12
April 2012
Jim Allen has done more high rpm
testing on model engines than anyone I
know. His 15 cc engines have run to 42,000
rpm and can operate continuously at 32,000
rpm. He has discovered several principles
for a high speed rod bearing.
1. The rollers must be well aligned. Loose
needles won’t work. If the rollers can skew
even slightly, the bearing fails.
2. Roller skidding can be prevented with
tight clearances (.0003 to .0005 inch),
slightly rough (10 to 12 micro inch RMS)
surfaces, and low cage mass.
3. The rollers have spherical ends so the
cage can have very well rounded corners for
lower stress.
4. Two rollers can run in each slot giving
more bearing surface and low cage mass.
Rubbing doesn’t seem to be a problem.
5. The cage must pilot on the rod bore. The
separators are wedge shaped and contact the
needles at their center line. This style won’t
contain the rollers for assembly, but will
self center and guide the rollers better with
low mass and friction.
6. The rollers and crank pin must be hard all
the way through. Surface hardening leaves a
lower strength material just below the surface that can fail. Jim uses hardened reamer
blanks made from M-2 high speed steel.
7. Cage strength is very critical. After trying several materials, Jim settled on C-350
maraging steel. It has very high strength and holds its dimensions well after heat
treating. That allows nearly all machining to be done on the soft material.
8. Additional oiling is needed. An oil slot in the bottom of the rod helps.
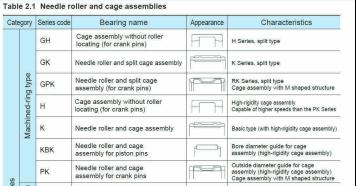
There are no commercial bearings that come close to these specifications. Larger
racing engines use bearings with flat cages, often with antifriction coatings. See the
listing of cage types below.
Our engines use PK style cages. A better design for very high performance is the
H style cage. Unfortunately, the H style cage is a special order bearing.
At this point there is no easy solution short of making custom rod bearings. Racers
will need to accept that the rod big end bearing life is getting very short, and it needs to
be replaced frequently.
Big End Blues
(Continued from page 11)
Below are pictures of a high rpm rod
failure.
The above failure was probably a
bearing cage failure. Continuous high
rpm running caused fatigue cracks in the
sharp corners of the separators. When
one failed the rollers could skew,
wedging the rod big end apart. The skid
marks show on the center of the crank
pin and the edges of the rod bearing
surface.
The connecting bearing surface
The crankshaft pin surface
The bearing cage
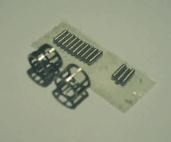
Jim Allen’s cages and roller bearings
A diagram of the specs of Jim’s bearings